13
Jun
F Fc x sin α Ft x cos α. This force is in direction of feed motion in orthogonal cutting.

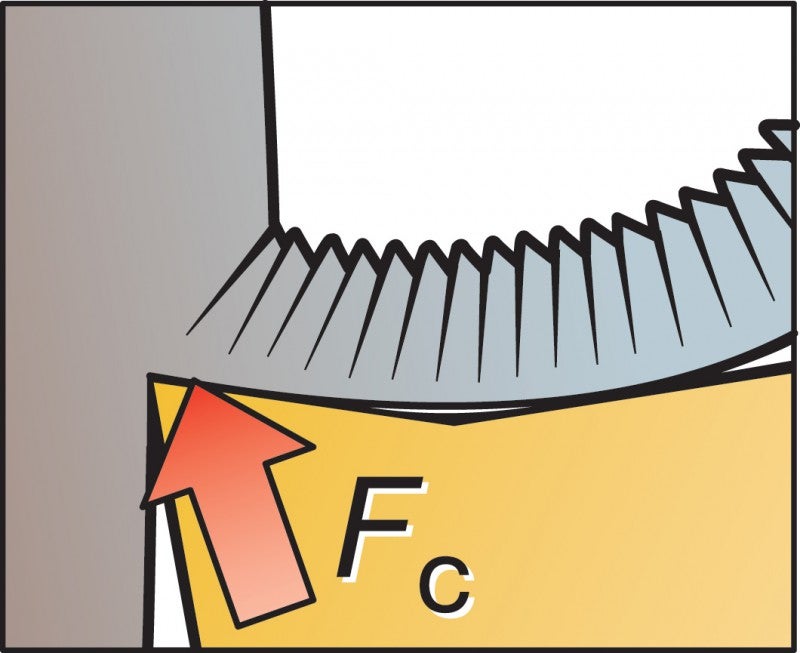
Specific cutting force aluminium. If you want you can make an experimental test to calculate the specific cutting force. The idea is to measure the force than results by machining the aluminum and the cutting speed. Specific cutting force For power torque and cutting force calculations the specific cutting force or k c1 is used.
It can be explained as the force F c in the cutting direction see picture needed to cut a chip area of 1 mm² that has a thickness of 1 mm. The specific cutting force needed to machine aluminum alloys is far less than is required for steel. For the same section of swarf the force is one third of that required for aluminum than for low-carbon steel so it follows for the same cutting force chip removal is three times higher with aluminum alloys such as 2017A whose level of mechanical properties is on a par with that for low.
In this paper we presented a method for predicting the milling cutting force and cutting coefficient for aluminum 6060-T6 which is a general commercial alloy with 170190 MPa of tensile strength. In our work we introduced two predictive cutting force methods the Altintas method and the RLS method and compared their results to the experimentally determined cutting forces. Specific cutting force MPa H.
Required horsepower HP V. Machine efficiency 070 to 085 Calculating Power Requirements Rough value of kc Aluminum. 2500 to 3000MPa Cast iron.
1500MPa P c v cfa pk c 60 103 V H P c 075 Calculating Cutting Speed n. Spindle speed min-1 v c. 22 rânduri Substitute the specific cutting force into the formula.
350700 Nmm² Cutting forces and thus the power required to machine them are low The material can be machined with fine-grained uncoated carbide grades when the Si content is below 7-8 and with PCD tipped grades for aluminium with higher Si content. 20 rânduri Substitute the specific cutting force into the formulae. The problem with the specific cutting force is that it does not account for the specific cutting conditions.
It is insensitive to the type of carbide tool geometry type of coolant used and many-many other important parameters of the cutting process. Forces in Metal Cutting. Equations can be derived to relate the forces that cannot be measured to the forces that can be measured.
F Fc x sin α Ft x cos α. N Fc x cos α - Ft x sin α. Fs Fc x cos ф -.
The cutting lip of the tool. This edge consists of aluminum particles that have become welded to the tool edge because they were melted by the heat generated in cutting. Edge buildup can be minimized by using effective cutting fluids and by employing D tools with surfaces that are free of.
It means the ease with which a given material may be worked with a cutting tool The cutting process is impacted by variables like cutting speed dimensions of the cut tool form tool material the cutting fluid rigidity of tool holding device and the level of toolpart impact relative to. The specific cutting force defined by the cutting force per target of the material to be removed is a key factor in monitoring the size effect in micro milling 207. The specific cutting force primarily depends on the relationship between the cutting radius and feed per tooth and is independent of the depth of cut tool diameter and width of cut 208.
Index Terms Titanium alloysDifficult to cut materials Cutting forces machinabilityOblique cutting 1INTRODUCTION Titanium alloy Ti-6Al-4V has a chemical composition of 6 aluminium 4 vanadium 025 maximum iron 02. The results of studies of cutting forces and power are presented when turning AlCu 4 MgSi alloy under various cooling conditions and using various coatings on inserts. It has been found that the conditions for cooling the cutting zone affect insignificantly the cutting forces with a certain decrease for the case of MQCL.
While the cutting forces during the machining of aluminum alloys are relatively low they can nevertheless provide a good indicator for a comparison of different alloys under the same machining conditions Zaghbani and So ngmene 2009. A typical cutting force signal acting on the cutter in the axial direction thrust force Fz during drilling is presented in Figure 1. Forces are compared with the values of cutting force obtained by the model.
Once this validation test is over the coefficients are considered as valid for a specific material tool couple. Geometry Motion Forces Material EnergyPower Specific energy table from Kalpajkian Stainless steels 300 520 Steels 270 930 Cast irons 160 550 Copper alloys 140 330 Aluminum alloys 040 110 J mm3 Assumed for 80 motor efficiency Approximate Energy Requirements in Cutting Operations Volume certain conditions Energy us. The cutting force constitutes about 70-80 of the total force F and is used to calculate the power P required to perform the machining operation P VFC 2Thrust force Ft.
This force is in direction of feed motion in orthogonal cutting. The thrust force is used to calculate the power of feed motion. CUTTING FORCES POWER YCCENAGPUR.
Previous post
Specific gravity of fine aggregate standard valuesNext post
Specialised transduction in bacteria